A lézergravírozó vásárlásakor az elégedett vásárló általában gyorsan elsajátítja az egyszerű képek készítésének technológiáját különféle felületeken: fa, műanyag, üveg, fém. Miután az egyszerű rajzok alkalmazásával foglalkoztam, szeretnék áttérni a teljes értékű fényképek nyomtatására. Ebben a pillanatban a lézergravírozó tulajdonosa szembesül a féltónusok létrehozásának problémájával. A nyomtatott fényképek fekete-fehérek, lágy színátmenet nélkül.
Képfeldolgozási programok féltónusok gravírozásánál
Az Endurance Laser Labs különféle lézergravírozó szoftverek segítségével próbálta megoldani ezt a problémát. Ma egy lépést teszünk az olyan népszerű programoktól, mint a Benbox vagy a RIBS, és közelebbről megvizsgáljuk a kevéssé ismert Acan lézergravírozó programot.
Ez a program ingyenes, telepítés nélkül fut, és minden szükséges opcióval rendelkezik a lézergravírozóval való munkához. A fő gombok szabványosak, szabványos funkciókat látnak el, és nem igényelnek magyarázatot, mivel a felhasználó számára intuitívak.
A teljes verzió mellett van egy könnyű Acan-mini program, csonka opciókkal a szövegek és képek testreszabásához. (Kérjük, vegye figyelembe, hogy a mini verzióban nem lehetett feliratot fűzni a képhez).
Amiben az Acan rendelkezik, az Acan-mini nem:
- Szövegbevitelkor több beállítási lehetőség van.
- Képdőlés mértékének beállítása.
- Több kép és/vagy szöveg egymásra helyezése és egyesítése.
- Égés előtt az Acan verzió lehetővé teszi, hogy egy sugárral körvonalazzuk azt a kerületet, amelyen a kép alkalmazásra kerül.
- Két üzemmódja van - gravírozás és vágás. A váltás a program tetején található gombbal történik.
- Lehetővé teszi a G-kód betöltését.
- A program mappájában van egy archívum az ingyenes Inkscape vektorgrafikus szerkesztővel, amely lehetővé teszi g-kódok létrehozását a lézervágáshoz.
Mindkét program ellátja funkcióját, de számos hiányossága van, amelyek a rendszeres használat során jelentkeznek. Például nehéz megadni a képek pontos méretét. Azonban mindkét verzió képes megjeleníteni a szürke féltónusokat. Meghívjuk Önt, hogy nézzen meg egy videót, ahol az Endurance lézerlaboratórium munkatársai bemutatják az Acan-mini verzió működését, és egy képet nyomtatnak különböző féltónusokkal:
Az Acan program mindkét verziója letölthető az Endurance lézerlaboratórium weboldaláról az alábbi linken:
http://endurancerobots.com/download-center-lasers/
Képfeldolgozás kiváló minőségű féltónusok előállításához
Ahhoz, hogy jó minőségű gravírozást kapjon jól meghatározott szürke féltónusokkal, a lézergravírozó elindítása előtt el kell mentenie a képet Bitmap módban. Ehhez az Adobe Photoshop CC grafikus szerkesztőt használtuk.
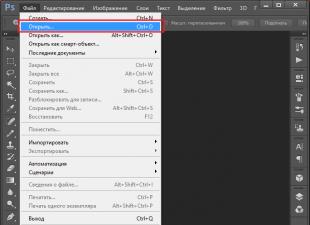
Ha Bitmap módban szeretne menteni egy képet az Adobe Photoshop angol verziójában, kövesse az alábbi lépéseket:
1. Nyissa meg a rajzot az Adobe Photoshopban.
2. Állítsa a rajzot szürkeárnyalatos (féltónusú) módba. Ehhez lépjen a Kép/Mód/Szürkeárnyalatos menübe. A kép szürke lesz.
1. lépés: Hozzon létre vektorképet egy egyszerű/raszteres képből
Felhívjuk figyelmét, hogy a raszteres kép vektorizálása nem pontos másolatot eredményez, hanem görbék halmazát, amellyel tovább kell dolgozni.
Az InkScape programot használják (https://inkscape.org/ru/download/).
Az InkScape segítségével a raszteres képet vektoros képpé, azaz körvonalzá alakíthatjuk.
A raszteres kép vektoros körvonalaivá alakításához töltse le a vagy import raszteres kép.
Kiemel a programmezőben a raszterképed, amit kontúrokká alakítasz, majd a főmenüben válaszd ki a parancsot „Körvonalak” – „Vektorizálás” raszter...", vagy használja a Shift+Alt+B billentyűkombinációt.
2. A Brightness Reduction szűrő alkalmazásának eredményének előnézete.
Második szűrő - "Élek észlelése". Ez a szűrő olyan képet hoz létre, amely kevésbé hasonlít az eredetihez, mint az első szűrő eredménye, de információt nyújt azokról a görbékről, amelyeket más szűrők figyelmen kívül hagynának. Az itt található küszöbérték (0,0 és 1,0 között) a szomszédos pixelek közötti fényerő küszöbét állítja be, attól függően, hogy mely szomszédos pixelek válnak a kontrasztél részévé vagy nem, és ennek megfelelően a körvonalba esnek. Valójában ez a paraméter határozza meg az él súlyosságát (vastagságát).
1. Először:
1.1. Válassza ki az objektumot, amelyet gravírozni fogunk. Kijelölő és átalakító eszköz, az eszközablakban (az első eszköz felül fekete nyíl formájában), vagy nyomja meg az S vagy az F1 billentyűt. A kiválasztott inkscape objektum körül fekete vagy pontozott keret lesz. 1.2. Objektum elhelyezése a kívánt koordinátapontban (X;Y) az anyagunk 3D-s nyomtatóasztalhoz való rögzítésének módja szerint. Éppen mozgassa a képet egér vagy nyílbillentyűket, vagy használja a koordináták pontos beállítása(a felső parancssorban) az "X" és "Y" mezők használatával:
2. Használja az első InkScape beépülő modult: .
2.1. Ehhez a funkcióhoz a beépülő modul fájljainak („laser.inx”, „laser.py”) a program helyén belüli mappában kell lenniük, nevezetesen „C:Program FilesInkscapeshareextensions”. Az Ön kényelme érdekében ezeket a letölthető fájlokat csatoltuk az utasításokhoz.
2.3. A párbeszédablakban megadjuk a kód generálásához szükséges paramétereket.
2.3.1. A nyomtatónkhoz használt lézeres be- és kikapcsolási parancsok (például a Wanhao 3D nyomtatónál ezek az M106 és M107, a barkács gravírozónál pedig az M03 és M05 parancsok). 2.3.2. Mozgási sebesség (ha a lézer ki van kapcsolva).
2.3.3. Égési sebesség (ha a lézer be van kapcsolva).
2.3.4. A mozgás (égés) előtti késleltetés ezredmásodpercben a lézer bekapcsolása után az egyes kontúrok kezdőpontjában.
2.3.5. A rajzunk feletti áthaladások száma.
2.3.6. Mélység milliméterben menetenként. Ezt a paramétert a rendszer figyelembe veszi a kódban, ha egynél több átlépés van. Minden egyes lépés után a rendszer hozzáad egy parancsot, amely egy adott mértékben leengedi a lézert (a fókusz fenntartása érdekében).
2.3.7. Kódunkkal jelezzük a fájl mentési könyvtárát, azt a program megjegyzi, és legközelebb nem kell újra beírnia.
2.3.8. Kattintson az „Alkalmaz” gombra a bővítmény elindításához.
2.3.9. Esetenként a plugin működése következtében szoftverhiba is előfordulhat, erről értesítést látunk, ekkor a kód nem generálódik. Ilyen esetekben kissé szerkesztheti a vektort, és újra futtathatja a beépülő modult. Vagy használja a következő bővítményt.
2.3.10.1. A kód elejére illessze be a „G28 X Y” sort (Csak az X és Y tengelyen lépjen az origóhoz). Ez akkor fontos, ha bármilyen okból mechanikusan elmozdította a nyomtatófejet. A „G28” parancs (minden tengelyen az origóhoz) minden tengelyt nullára állít vissza.
3. Ha az első beépülő modul nem működik kielégítően, használja a következőt: "GcodeTools".
Speciális esetekben a „Path to Gcode” függvény meghívása előtt egymás után le kell futtatni a „Tájolási pontok...”, „Eszköztár...”, „Terület...” függvényeket (eng: „Area. ..”), további részletekért tekintse meg a leckéket a bővítményfejlesztői oldalon: http://www.cnc-club.ru/gcodetools 3.1. Ha ez az első indításunk, akkor lépjen a harmadik fülre: paraméterek... 3.1.1. Kódunkkal jelezzük a fájl mentési könyvtárát, azt a program megjegyzi, és legközelebb nem kell újra beírnia.
3.2. Visszatérünk az első lapra. Futtassa az „Alkalmaz” gombot.
3.3. Megnyitjuk a kapott kódot a Notepad++ alkalmazásban (https://notepad-plus-plus.org/), majd többször lecseréljük a kódot:
3.3.1. Távolítsa el a fejlécet egészen a következőig: „(Start cut path id:...”
3.3.2. A kód elejére illessze be a „G28 X Y” sort (Csak az X és Y tengelyen lépjen az origóhoz). Ez akkor fontos, ha bármilyen okból mechanikusan elmozdította a nyomtatófejet. A „G28” parancs (minden tengelyen az origóhoz) minden tengelyt nullára állít vissza.
3.3.3. Helyezze a kurzort a fájl elejére. Nyomja meg a Ctrl + H billentyűkombinációt. Ellenőrizze, hogy a „Csere” párbeszédpanel „Keresési mód” beállításainál „Speciális (
3.3.4. Cserélje le mindenhol "(" -et ";("-re
3.3.5. Cserélje le mindenhol a „G00 Z5.000000” szöveget a „G4 P1
3.3.6. Cserélje le mindenhol a „G01 Z-0.125000” szöveget a „G4 P1
3.3.7. Cserélje ki a „Z-0.125000” szöveget mindenhol „”-re (azaz mindenhol törölje a „Z-0.125000” szöveget).
3.3.8. Cserélje le mindenhol az „F400”-at „F1111”-re (azaz válassza ki a megfelelő sebességet a gravírozásunkhoz, például az 1111-es egy meglehetősen gyors sebesség) 3.3.9. Vegyük észre, hogy ebben a G kódban nem adjuk meg a Z koordinátát (lézermagasságot), mert Állítsuk be közvetlenül a lézer elindítása előtt.
3.4. A szerkesztett kód így néz ki:
4. Kódunk szinte használatra kész 3D nyomtatóban vagy gravírozóban, L-Cheapo lézerrel.
Bármely programnak lehetnek hibái vagy hibái. Íme néhány tipp a problémák leküzdésére:
3.1. Csatlakoztat "J Tech Photonics Laser Tool" néha nem tesz szóközt a Gcode fájl egyetlen sorába sem az „F” előfordulása előtt, például: „G0 X167.747 Y97.2462F500.000000”. Kiküszöbölése: Cserélje ki az „F500”-at mindenhol „F500”-ra (az utolsó kifejezés elejére szóköz kerül).
3.2. Csatlakoztat "GcodeTools" Néha üres fájlt állít elő kimenetként. Ezután végre kell hajtani: menüt "Áramkör", Tovább "Vázlati objektum"és ismételje meg a Gcode generálást.
4.1. Használja a Gcode vizualizációs programot: Basic CNC Viewer.
4. lépés: Nyomtatás és égetés.
A nyomtató bekapcsolása után hajtsa végre az összes tengely koordinátáinak origójának automatikus észlelését (lásd 2. lépés, 1.2.2. bekezdés).
A gravírozás megkezdése előtt a Z lézermagasságot manuálisan kell beállítani a nyomtatón, ha ezt kódunk nem írja elő.
Az optimális Z magasság egy olyan pozíciónak felel meg, ahol a lézersugár a minta felületére fókuszál.
A lézer be- és kikapcsolására külön speciális piros gomb található a Wanhao 3D nyomtató felső keretén.
Előtte viseljen védőszemüveget bekapcsolva ezt a gombot!
A védőszemüveg eltávolítható csak azután kapcsold ki ezt a gombot!
A lézerrel végzett munka során FELTÉTLENÜL KÖVETKEZZE A BIZTONSÁGI ÓVINTÉZKEDÉSEKET. CSAK BIZTONSÁGI SZEMVEZŐVEL működtesse, amikor a lézer be van kapcsolva.
Hasznos:
1. Az M18 (Minden léptetőmotor letiltása) parancs feloldja a táblát a motorok általi blokkolása ellen, ami hasznos például a teljes kódvégrehajtás végén.
A webhelyen található cikkek többsége az ArtCAM v8/v9 programban való munkát írja le. Ha a program újabb verzióit használja (v11/v12 vagy újabb), a programmal és a cikkekkel való munka kényelme érdekében konfigurálnia kell az elrendezést az ArtCAM elindítása után az ábrán látható módon:
A reszelő előkészítés 1...10 W teljesítményű, 0,25 mm sugárátmérőjű kék lézerhez készült.
Az ArtCam programban megnyílik egy Önnek megfelelő grafikus programmal elkészített, .bmp formátumú fekete-fehér pontozott rajz
Fájl – Megnyitás

Ha szükséges, méretezze át (átméretezze) a modellt.

Az ArtCam programban módosítania kell a modell felbontását - körülbelül kétszer kell növelnie. Modell ->Felbontás módosítása.

A bal oldali csúszkával állítsa be az új felbontást (1). Az új felbontási paramétereknek körülbelül kétszer akkorának kell lenniük, mint a jelenlegi felbontási paraméterek. Ezután kattintson az Alkalmaz gombra (2).

Hívja az űrlapszerkesztőt. Modell -> Űrlapszerkesztő, vagy egyszerűen kattintson duplán a bal egérgombbal a kép alján lévő fekete négyzetre (1). A megjelenő ablakban válassza ki a FLAT gombot (2). Ezután adjon meg egy 1 mm-es értéket a kezdeti magassághoz (3). Következő - Kivonás (4), Alkalmaz (5), Bezárás (6).

Egy dombormű jelenik meg a 3D nézet területén.

Lézeres szerszámot készítünk szármaró alapján. Ezért
Lépjen az UE lapra (1),
Válassza ki az ESZKÖZ ADATBÁZIS-t (2),
Új eszköz hozzáadása (3),
Írja be a szerszám nevét, válassza ki a szerszám típusát - VÉGE, mértékegység mm/s (4),
Az átmérőt 0,001-re állítjuk, a feldolgozási mélység minimális (5),
Lépés - 0,001, fordulatszám, orsó - bármilyen (6),
Mentse el a változtatásokat (7), mentse el az új eszköz létrehozását (8).

Az NC fülön maradva (1) válassza a RELIEF PROCESSING (2) lehetőséget.

Beállítjuk a mozgás pályáját - SNAKE IN X, szög - 0, ráhagyás - 0, pontosság - 0,001 (1).
Biztonsági magasság Z-1-ben, visszatérési pont X-ben és Y-0-ban, Z-1-ben (2).
Tool Select (3) lézer 0,001 (4), Select (5).

0,25 mm-es lépést (lézerfókusz) (1), lépésenkénti mélységet 1 mm-es (2) jelezünk.

Határozza meg az anyagot (1), a munkadarab magasságát 1,0 (2), ügyeljen az eltolásra (3), OK (4), adjon nevet a munkadarabnak (5), számítsa ki most (6), zárja be (7) .


Helyezze az UE-t a mentett szakaszba (1),
Válassza ki a G-kódot (mm) (2),
Mentés (3),
Válassza ki a tárolómappát (4) és állítsa be a fájlnevet (5),
Mentse el a változtatásokat (6), és zárja be az ablakot (7).

Ezután meg kell nyitnia a programprogramot a Jegyzettömbben, és le kell cserélnie (Szerkesztés - Csere) a Z 1.000 összes értékét Z 0.010-re. Ha szükséges, módosítsa a fordulatszámot a kívánt F1000-re. Ez azért történik, hogy a Z tengely ne veszítse el az időt, és a fej állandó sebességgel mozogjon anélkül, hogy megállítaná vagy késleltetné a lézer be- és kikapcsolását.

Fénykép egy lézerrel felszerelt asztali marógépen égetéssel kapott képről.

FIGYELEM! Ha lézerrel dolgozik, tartsa be a biztonsági óvintézkedéseket. MINDIG használj szemüveget!
Égés fényképről gravírozó- és marógépen Modelist3040

Videó égetésről egy asztali marógépen Modelist3040
Videó lézeres papírvágásról a Modelit3040 gépen
Az Arduino-alapú CNC géphez való szoftver megfelelő letöltéséhez kattintson a jobb gombbal a megfelelő hivatkozásra, és válassza ki az elemet a legördülő menüből Objektum mentése másként.
Ha hiba jelenik meg az alkalmazás indításakor, futtassa az Install.bat fájlt a hiányzó összetevők telepítéséhez;
- Előfordulhat, hogy víruskeresőt vagy tűzfalat kell konfigurálnia, hogy a rendszer ellenőrizze a frissítések megfelelő működését;
- Ha ismét előfordul a hiba, írjon nekem e-mailben: [e-mail védett] ;
Legújabb verzió 2.1.6
Változtatások
Megváltozott a főmenü;
- Hozzáadott űrlap az ütközőfejjel való munkavégzéshez
Legújabb verzió 2.1.5
Változtatások
A lézeres vágás formája a rajz szerint javult;
- Optimalizált formák bejárása lézervágásnál rajz szerint
Legújabb verzió 2.1.4
Változtatások
Megváltoztak a lézeres gravírozás és az égővel gravírozott festmények formái. Most már nincs szükség bizonyos méretű képek előzetes előkészítésére. Kérjük, vegye figyelembe, hogy a festés/fotógravírozás megfelelő működéséhez pontosan meg kell adnia a lézerpont/hegy átmérőjét.
- Az űrlaphoz egy gomb került a festmények lézergravírozására Invert. A gomb lehetővé teszi a kép tónusainak megfordítását az áltónustól függetlenül.
- Forró cérnával történő égetéskor a csúcs pályájának vonalról-vonalra történő megrajzolásának lehetőségét adták hozzá. Szükséges a „gyenge” számítógépeken végzett munka felgyorsításához.
Legújabb verzió 2.1.1
Változtatások
Kisebb hibák javítva;
- A GDI+ könyvtár csatlakoztatva van, lehetővé téve a képek bármilyen raszteres formátumban történő megnyitását.
Legújabb verzió 2.0.8
Változtatások
Továbbfejlesztett képek megnyitása a CNC géppel végzett munka minden formájánál. Most a színmélység nem számít. Vagyis a program bármilyen mélységű raszterképet képes megnyitni. Garantált támogatott bővítmények: BMP, JPG. Más formátumok megnyitásának lehetősége az operációs rendszertől függ.

Az Engraver Master egy olyan program, amely égési minták készítésére szolgál lézervágón. Ezzel az ingyenes szoftverrel elvégezheti a kép előkészítésének minden lépését a fára vagy más anyagokra történő további alkalmazáshoz. Az EM meglehetősen könnyen használható és jó funkciókat kínál, de ha még intuitívabb megoldást keres, javasoljuk, hogy figyeljen a programra.
Használat
Tehát a projekten végzett munka elején a felhasználót felkérik, hogy válassza ki a munkadarab méretét. Ezután fel kell töltenie egy rajzot (minden népszerű grafikai formátum támogatott), ki kell választania a stílusát, és kisebb külső változtatásokat kell végrehajtania, majd el kell helyeznie a munkadarabot, és el kell küldenie „égetésre”. Ebben az esetben a szabványos lézervágó paramétereket kell használni. Módosításához tekintse meg a speciális részt.
Az Engraver Master lehetővé teszi a vágás sebességének és mélységének szabályozását, támogatja a fekete pontok égési módját, és lehetővé teszi a lézerteljesítmény lépésméretének megadását az egyes területeken. Ami a kompatibilitást illeti, az Engraver Master szinte minden gravírozó modellel működik. Csak le kell töltenie az illesztőprogramokat, hogy saját maga csatlakoztassa őket a számítógéphez a gyártó hivatalos webhelyéről.
További funkciók
A program érdekességei közül érdemes kiemelni az „égetés” szüneteltetését és folytatását, valamint a munkaterület beállításának kényelmes eszközeit. Szükség esetén lehetővé teszi, hogy egyszerre több, COM porton keresztül csatlakoztatott eszközzel dolgozzon.
Alapértelmezés szerint az Engraver Master nem biztosítja a lokalizációt. De ha szükséges, le lehet fordítani oroszra egy amatőr oroszosítóval, amely egyébként nagyon jó minőségű.
Főbb jellemzők
- képek és diagramok elkészítése lézervágón való égetéshez;
- az „égetés” alapvető paramétereinek ellenőrzése;
- a munkaterület kényelmes elhelyezése és beállítása;
- az égési mód támogatása fekete területeken;
- szép felület oroszul.