Лазер сийлбэр худалдаж авахдаа сэтгэл хангалуун худалдан авагч нь ихэвчлэн мод, хуванцар, шил, металл зэрэг янз бүрийн гадаргуу дээр энгийн зураг хийх технологийг хурдан эзэмшдэг. Энгийн зураг зурах асуудлыг шийдсэний дараа би бүрэн хэмжээний гэрэл зураг хэвлэхийг хүсч байна. Энэ мөчид лазер сийлбэрийн эзэн хагас өнгө үүсгэх асуудалтай тулгарч байна. Хэвлэсэн гэрэл зургууд нь зөөлөн өнгөний шилжилтгүйгээр хар цагаан өнгөтэй байдаг.
Хагас өнгийг сийлбэрлэх үед зураг боловсруулах програмууд
Endurance Laser Labs нь янз бүрийн лазер сийлбэрийн программ хангамж ашиглан энэ асуудлыг шийдэхийг оролдсон. Өнөөдөр бид Benbox эсвэл RIBS гэх мэт алдартай программуудаас нэг алхам холдож, бага мэддэг Acan лазер сийлбэрийн программ хангамжийг нарийвчлан авч үзэх болно.
Энэ програм нь үнэ төлбөргүй, суулгахгүйгээр ажилладаг бөгөөд лазер сийлбэртэй ажиллахад шаардлагатай бүх сонголттой. Үндсэн товчлуурууд нь стандарт бөгөөд стандарт функцийг гүйцэтгэдэг бөгөөд хэрэглэгчдэд ойлгомжтой байдаг тул тайлбар шаарддаггүй.
Бүрэн хувилбараас гадна текст болон дүрсийг өөрчлөх тайруулсан сонголт бүхий хөнгөн Acan-mini програм байдаг. (Мини хувилбарт зураг дээр бичээс нэмэх боломжгүй байсныг анхаарна уу).
Акан-мини-д юу байхгүй вэ:
- Текст оруулах үед илүү олон тохиргоо байдаг.
- Зургийн хазайлтын зэргийг тохируулах чадвар.
- Хэд хэдэн зураг ба/эсвэл текстийг давхарлан давхарлаж, нэг зураг болгон нэгтгэх.
- Шатаахаас өмнө Acan хувилбар нь зургийг ашиглах периметрийг цацрагаар тоймлох боломжийг танд олгоно.
- Энэ нь сийлбэр ба зүсэх гэсэн хоёр үйлдлийн горимтой. Шилжүүлгийг програмын дээд талд байгаа товчлуурыг ашиглан хийдэг.
- G-код ачаалах боломжийг танд олгоно.
- Хөтөлбөрийн хавтсанд Inkscape үнэгүй вектор график редактор бүхий архив байдаг бөгөөд энэ нь лазераар зүсэх g-код үүсгэх боломжийг олгодог.
Хоёр програм хоёулаа үүргээ гүйцэтгэдэг боловч байнгын ашиглалтын явцад гарч ирдэг хэд хэдэн дутагдалтай байдаг. Жишээлбэл, зургийн хэмжээг яг нарийн тодорхойлоход хэцүү байдаг. Гэсэн хэдий ч, хоёр хувилбар нь саарал өнгийн хагас өнгийг гаргаж чаддаг. Endurance лазер лабораторийн ажилтнууд Acan-mini хувилбарын ажиллагааг харуулж, өөр өөр хагас өнгө бүхий зураг хэвлэх видеог үзэхийг урьж байна.
Acan програмын хоёр хувилбарыг Тэвчээрийн лазер лабораторийн вэбсайтаас дараах холбоосоор татаж авах боломжтой.
http://endurancerobots.com/download-center-lasers/
Өндөр чанартай хагас өнгө гаргахын тулд зураг боловсруулах
Сайн тодорхойлсон саарал өнгийн хагас өнгө бүхий өндөр чанартай сийлбэр авахын тулд лазер сийлбэрийг эхлүүлэхийн өмнө зургийг Bitmap горимд хадгалах хэрэгтэй. Үүний тулд бид Adobe Photoshop CC график засварлагчийг ашигласан.
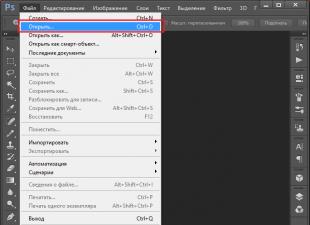
Adobe Photoshop-ын англи хувилбар дээр Bitmap горимд зургийг хадгалахын тулд дараах алхмуудыг дагана уу.
1. Adobe Photoshop программ дээр зурсан зургаа нээнэ үү.
2. Зургийг саарал өнгийн (хагас өнгө) горимд тохируулна уу. Үүнийг хийхийн тулд Image/Mode/Grayscale цэс рүү очно уу. Зураг нь саарал өнгөтэй болно.
Алхам 1. Энгийн/растер зургаас вектор дүрс үүсгэ
Растер зургийг векторжуулах нь яг хуулбарыг үүсгэдэггүй, харин цаашдын ажиллах шаардлагатай муруйн багц гэдгийг анхаарна уу.
InkScape програмыг ашигладаг (https://inkscape.org/ru/download/).
InkScape-ийн тусламжтайгаар та растер дүрсийг вектор дүрс болгон хувиргаж, өөрөөр хэлбэл тойм болгон хувиргаж болно.
Растер зургийг вектор тойм болгон хувиргахын тулд татаж авах эсвэл импортрастер зураг.
ОнцлохПрограмын талбарт контур болгон хувиргах растер дүрсээ оруулаад үндсэн цэснээс командыг сонгоно "Тойм" - "Векторжуулах"растер..." эсвэл Shift+Alt+B товчлуурын хослолыг ашиглана уу.
2. Brightness Reduction шүүлтүүрийг хэрэглэсний үр дүнг урьдчилан харах.
Хоёр дахь шүүлтүүр - "Иргүүдийг илрүүлэх". Энэ шүүлтүүр нь эхний шүүлтүүрийн үр дүнгээс анхныхтай бага төстэй зургийг гаргадаг боловч бусад шүүлтүүрийн үл тоомсорлох муруйнуудын талаар мэдээлэл өгдөг. Энд байгаа босго утга нь (0.0-ээс 1.0 хүртэл) зэргэлдээх пикселүүдийн хоорондох гэрэлтүүлгийн босгыг тохируулдаг бөгөөд аль зэргэлдээх пикселүүд нь тодосгогч ирмэгийн хэсэг болж, эсхүл тойм руу орохоос хамаарна. Үнэн хэрэгтээ энэ параметр нь ирмэгийн ноцтой байдлыг (зузаан) тодорхойлдог.
1. Эхлээд:
1.1. Бидний сийлбэрлэх объектыг сонго. Хэрэгслийн цонхноос хэрэглүүрийг сонгоод хувиргах (дээд талд хар сум хэлбэртэй эхний хэрэгсэл) эсвэл S эсвэл F1 товчийг дарна уу. Сонгосон inkscape объектын эргэн тойронд хар эсвэл тасархай хүрээ байх болно. 1.2. Байршлын объект 3D принтерийн шатанд манай материалыг хавсаргах аргын дагуу хүссэн координатын цэг дээр (X;Y). Зүгээр л зургийг хөдөлгөхулгана эсвэл сумтай товчлуурууд эсвэл ашиглана уу координатыг нарийн тогтоох(дээд тушаалын мөрөнд) "X" ба "Y" талбаруудыг ашиглан:
2. Эхний InkScape залгаасыг ашиглана уу: .
2.1. Энэ функцийн хувьд бид энэ залгаасын файлуудыг ("laser.inx", "laser.py") програмын байршил доторх "C:Program FilesInkscapeshareextensions" хавтсанд байх ёстой. Таны тав тухтай байдлыг хангах үүднээс бид эдгээр татаж авах боломжтой файлуудыг зааварт хавсаргав.
2.3. Бид харилцах цонхонд код үүсгэхэд шаардлагатай параметрүүдийг зааж өгдөг.
2.3.1. Манай принтерт ашигладаг лазер асаах, унтраах командууд (жишээлбэл, Ванхао 3D принтерийн хувьд эдгээр нь M106 ба M107, DIY сийлбэрийн хувьд M03 ба M05 командууд юм). 2.3.2. Хөдөлгөөний хурд (лазер унтрах үед).
2.3.3. Шатаах хурд (лазер асаалттай үед).
2.3.4. Контур бүрийн эхлэлийн цэг дээр лазерыг асаасаны дараа миллисекундээр хөдөлгөөн хийхээс өмнө (шатаах) саатал.
2.3.5. Бидний зурсан дээрх дамжуулалтын тоо.
2.3.6. Нэг нэвтрүүлэх гүнийг миллиметрээр илэрхийлнэ. Энэ параметрийг кодонд нэгээс олон дамжуулалт хийх үед харгалзан үзнэ. Дамжуулах бүрийн дараа лазерыг өгөгдсөн хэмжээгээр буулгах командыг нэмж өгдөг (фокусыг хадгалахын тулд).
2.3.7. Бид файлыг хадгалах лавлахыг кодоор зааж өгсөн бөгөөд энэ нь програмын санах ойд үлдэх бөгөөд дараагийн удаа та үүнийг дахин оруулах шаардлагагүй болно.
2.3.8. "Хэрэглэх" дээр дарж залгаасыг эхлүүлнэ үү.
2.3.9. Зарим тохиолдолд залгаасын ажиллагааны үр дүнд програм хангамжийн алдаа гарч болзошгүй бөгөөд бид энэ тухай мэдэгдлийг харвал кодыг үүсгэхгүй. Ийм тохиолдолд та векторыг бага зэрэг засварлаж, залгаасыг дахин ажиллуулж болно. Эсвэл дараах залгаасыг ашиглана уу.
2.3.10.1. Кодын эхэнд "G28 X Y" гэсэн мөрийг оруулна уу (Зөвхөн X ба Y тэнхлэг дээр эх рүү очно уу). Хэрэв та ямар нэгэн шалтгаанаар хэвлэгчийн толгойг механикаар хөдөлгөсөн бол энэ нь чухал юм. "G28" (Бүх тэнхлэгийн эхлэл рүү очих) команд нь бүх тэнхлэгийг тэг рүү буцаана.
3. Хэрэв эхний залгаас хангалттай ажиллахгүй байвал залгаасыг ашиглана уу: "GcodeTools".
Онцгой тохиолдолд "Gcode-д хүрэх зам" функцийг дуудахаасаа өмнө "Загвар чиглүүлэх цэгүүд...", "Хэрэгслийн номын сан...", "Бүс нутаг..." функцуудыг дараалан ажиллуулах шаардлагатай. ..”), дэлгэрэнгүй мэдээллийг залгаас хөгжүүлэгчдийн хуудасны хичээлүүдийг үзнэ үү http:/ /www.cnc-club.ru/gcodetools 3.1. Хэрэв энэ нь бидний анхны нээлт бол гурав дахь таб руу очно уу: параметрүүд... 3.1.1. Бид файлыг хадгалах санг манай кодоор зааж өгсөн бөгөөд энэ нь програмын санах ойд үлдэх бөгөөд дараагийн удаа та үүнийг дахин оруулах шаардлагагүй болно.
3.2. Бид эхний таб руу буцна. "Хэрэглэх" -ийг ажиллуулна уу.
3.3. Бид үүссэн кодыг Notepad++ (https://notepad-plus-plus.org/) дээр нээгээд дараа нь кодыг хэд хэдэн удаа солих болно.
3.3.1. "(Замыг огтолж эхлэх id:..." гэсэн үг хүртэл толгой хэсгийг устгана уу.
3.3.2. Кодын эхэнд "G28 X Y" гэсэн мөрийг оруулна уу (Зөвхөн X ба Y тэнхлэг дээр эх рүү очно уу). Хэрэв та ямар нэгэн шалтгаанаар хэвлэгчийн толгойг механикаар хөдөлгөсөн бол энэ нь чухал юм. "G28" (Бүх тэнхлэгийн эхлэл рүү очих) команд нь бүх тэнхлэгийг тэг рүү буцаана.
3.3.3. Курсорыг файлын эхэнд байрлуул. Ctrl + H товчлуурын хослолыг дарна уу. "Хайлтын горим" тохиргооны "Орлуулах" харилцах цонхонд "Нарийвчилсан (
3.3.4. Хаа сайгүй "("-г ";(" гэж солино.
3.3.5. Хаа сайгүй “G00 Z5.000000”-г “G4 P1” гэж солино
3.3.6. “G01 Z-0.125000”-г “G4 P1” гэж хаа сайгүй солино
3.3.7. "Z-0.125000"-г хаа сайгүй ""-ээр солино (жишээ нь "Z-0.125000"-ыг хаа сайгүй устгана уу).
3.3.8. "F400"-г "F1111"-ээр хаа сайгүй солино (жишээ нь бидний сийлбэрийн зөв хурдыг сонгох, жишээлбэл, 1111 бол нэлээд хурдан хурд юм) 3.3.9. Энэ G кодонд бид Z координатыг (лазерын өндөр) заагаагүй гэдгийг анхаарна уу, учир нь Лазер эхлэхээс өмнө нэн даруй тохируулцгаая.
3.4. Засварласан код дараах байдалтай байна.
4. Манай код нь L-Cheapo лазер суурилуулсан 3D принтер эсвэл сийлбэрт ашиглахад бараг бэлэн болсон.
Аливаа программ нь алдаа, алдаатай байж болно. Асуудлыг даван туулах зарим зөвлөмжийг энд оруулав.
3.1. Залгах "J Tech Photonics Laser Tool"заримдаа "F" гарахаас өмнө Gcode файлын аль ч мөрөнд хоосон зай тавьдаггүй, жишээлбэл: "G0 X167.747 Y97.2462F500.000000". Устгахын тулд: "F500"-г "F500" гэж хаа сайгүй солино уу (сүүлийн илэрхийллийн эхэнд хоосон зай оруулсан).
3.2. Залгах "GcodeTools"Заримдаа энэ нь хоосон файлыг гаралт болгон гаргадаг. Дараа нь та гүйцэтгэх хэрэгтэй: цэс "Хэлхээ", Цаашид "Объект тойм"мөн Gcode үеийг давт.
4.1. Gcode дүрслэх програмыг ашиглана уу: Үндсэн CNC Viewer.
Алхам 4: Хэвлэх, шатаах.
Принтерийг асаасны дараа бүх тэнхлэгийн координатын гарал үүслийг автоматаар илрүүлэх ажлыг гүйцэтгэнэ (2-р алхам, х. 1.2.2-ыг үзнэ үү).
Сийлбэр хийхээс өмнө хэвлэгч дээр Z лазерын өндрийг гараар тохируулах шаардлагатай, хэрэв энэ нь манай кодонд тусгаагүй бол.
Хамгийн оновчтой Z өндөр нь лазер туяа нь дээжийн гадаргуу дээр төвлөрч байх байрлалтай тохирч байна.
Wanhao 3D принтерийн дээд хүрээн дээр лазер асаах, унтраах тусгай улаан товчлуур байдаг.
Өмнө нь хамгаалалтын шил зүүЭнэ товчлуурыг асааж байна!
Хамгаалалтын шилийг авч болно зөвхөн дарааэнэ товчлуурыг унтраа!
Лазертай ажиллахдаа АЮУЛГҮЙ БАЙДЛЫН АРГА ХЭМЖЭЭНИЙГ МӨРДӨХӨӨ мартуузай. Лазер асаалттай үед ЗӨВХӨН АЮУЛГҮЙ НҮДНИЙГЭЭР ажиллуулна уу.
Ашигтай:
1. M18 (Бүх гишгүүрийн моторыг идэвхгүй болгох) команд нь хүснэгтийг мотороор блоклохоос чөлөөлдөг, жишээ нь кодыг бүхэлд нь гүйцэтгэх төгсгөлд хэрэгтэй.
Сайт дээрх нийтлэлүүдийн ихэнх нь ArtCAM v8/v9 програм дээр ажиллах талаар тайлбарладаг. Хэрэв та програмын сүүлийн хувилбаруудыг (v11/v12 ба түүнээс дээш) ашиглаж байгаа бол програм болон нийтлэлүүдтэй ажиллахад хялбар байх үүднээс ArtCAM-г эхлүүлсний дараа зурагт үзүүлсэн шиг байршлыг тохируулах шаардлагатай.
Файлын бэлтгэл нь 0.25 мм-ийн цацрагийн диаметртэй 1..10 Вт чадалтай цэнхэр лазерт зориулагдсан.
Танд тохиромжтой график программ дээр бэлтгэсэн .bmp форматтай хар цагаан тасархай зургийг ArtCam программд нээв.
Файл - Нээлттэй

Шаардлагатай бол загварыг томруулж (хэмжээг нь өөрчлөх).

ArtCam програм дээр та загварын нарийвчлалыг өөрчлөх хэрэгтэй - ойролцоогоор хоёр дахин нэмэгдүүлнэ. Загвар -> Нарийвчлалыг өөрчлөх.

Зүүн талд байгаа гулсагчийг ашиглан шинэ нягтралыг тохируулна уу (1). Шинэ нарийвчлалын параметрүүд нь одоогийн нарийвчлалын параметрүүдээс ойролцоогоор хоёр дахин их байх ёстой. Дараа нь Apply товчийг дарна уу (2).

Маягт засварлагч руу залгана уу. Model -> Form Editor эсвэл зургийн доод талд байрлах хар дөрвөлжин дээр хулганы зүүн товчийг давхар товшино уу (1). Гарч ирэх цонхноос FLAT товчийг (2) сонгоно. Дараа нь Анхны өндөрт 1 мм-ийн утгыг оруулна уу (3). Дараа нь - Хасах (4), Хэрэглэх (5), Хаах (6).

3D харах хэсэгт рельеф гарч ирнэ.

Бид төгсгөлийн тээрэмд суурилсан LASER багажийг бүтээдэг. Үүний төлөө
UE таб руу оч (1),
ХЭРЭГСЛИЙН МЭДЭЭЛЛИЙН САН-г сонгох (2),
Шинэ хэрэгсэл нэмэх (3),
Багажны нэрийг оруулна уу, багажийн төрлийг сонгоно уу - END, хэмжилтийн нэгж мм/сек (4),
Бид диаметрийг 0.001 гэж тохируулсан, боловсруулах гүн нь хамгийн бага (5),
Алхам - 0.001, хурд, ээрэх - дурын (6),
Өөрчлөлтүүдийг хадгалах (7), шинэ хэрэгсэл үүсгэхийг хадгалах (8).

Сүлжээний сүлжээний таб (1) дээр үлдэж, ХӨВЛӨЛТИЙН БОЛОВСРУУЛАЛТ (2)-ыг сонгоно уу.

Бид хөдөлгөөний траекторийг тохируулна - SNAKE IN X, өнцөг - 0, тэтгэмж - 0, нарийвчлал - 0.001 (1).
Аюулгүй байдлын өндөр Z - 1, буцах цэг X ба Y - 0, Z - 1 (2).
Хэрэгсэл сонгох (3) лазер 0.001 (4), Сонго (5).

Бид 0.25 мм (лазер фокус) (1), 1 мм-ийн гүнд (2) алхамыг заана.

Материалыг (1), ажлын хэсгийн өндрийг 1.0 (2) тодорхойлох, офсет (3), OK (4) -д анхаарлаа хандуулах, ажлын хэсэгт нэр өгөх (5), одоо тооцоолох (6), хаах (7) .


UE-г хадгалсан хэсэг рүү шилжүүлэх (1),
G-код (мм) сонгох (2),
Хадгалах (3),
Хадгалах хавтас (4) сонгоод файлын нэрийг тохируулна уу (5),
Өөрчлөлтүүдийг хадгалаад (6) цонхыг хаа (7).

Дараа нь та програмын програмыг Notepad дээр нээж, Z 1.000-ийн бүх утгыг Z 0.010-аар солих (Засварлах - Солих) хэрэгтэй. Шаардлагатай бол хурдны утгыг шаардлагатай F1000 болгон өөрчил. Энэ нь Z тэнхлэгийг цаг алдахгүйн тулд хийгддэг бөгөөд толгой нь лазерыг асаах/унтраахыг зогсоох, хойшлуулалгүйгээр тогтмол хурдтайгаар хөдөлдөг.

Лазер суурилуулсан ширээний тээрэмдэх машин дээр шатаах замаар олж авсан зургийн гэрэл зураг.

АНХААР! Лазертай ажиллахдаа аюулгүй байдлын урьдчилан сэргийлэх арга хэмжээг дагаж мөрдөнө. ҮРГЭЛЖ нүдний шил хэрэглээрэй!
Сийлбэр, тээрэмдэх машин дээрх гэрэл зургаас шатаах нь Modelist3040

Modelist3040 ширээний тээрэмдэх машин дээр шатаах видео
Modelit3040 машин дээр лазер цаас хайчлах видео
Arduino дээр суурилсан CNC машинд зориулсан программ хангамжийг зөв татаж авахын тулд харгалзах холбоос дээр хулганы баруун товчийг дараад унадаг цэснээс тухайн зүйлийг сонгоно уу. Объектыг дараах байдлаар хадгалах.
Хэрэв програмыг эхлүүлэх үед алдаа гарвал Install.bat програмыг ажиллуулж дутуу бүрэлдэхүүн хэсгүүдийг суулгана уу;
- Та системийн шинэчлэлтүүдийг зөв ажиллуулахын тулд вирусны эсрэг эсвэл галт ханыг тохируулах шаардлагатай байж магадгүй;
- Хэрэв алдаа дахин гарвал над руу имэйлээр бичээрэй: [имэйлээр хамгаалагдсан] ;
Хамгийн сүүлийн хувилбар 2.1.6
Өөрчлөлтүүд
Үндсэн цэсийг өөрчилсөн;
- Цохилтын толгойтой ажиллах маягт нэмсэн
Хамгийн сүүлийн хувилбар 2.1.5
Өөрчлөлтүүд
Зургийн дагуу лазер зүсэх хэлбэрийг сайжруулсан;
- Зургийн дагуу лазераар зүсэх үед хэлбэр дүрсийг оновчтой болгох
Хамгийн сүүлийн хувилбар 2.1.4
Өөрчлөлтүүд
Зургийг лазераар сийлбэрлэх, шатаагчаар сийлбэрлэх хэлбэрийг өөрчилсөн. Одоо тодорхой хэмжээний зургийг урьдчилан бэлтгэх шаардлагагүй болсон. Уран зураг/фото сийлбэр зөв ажиллахын тулд лазер цэгийн диаметрийг зөв зааж өгөх ёстойг анхаарна уу.
- Уран зургийн лазер сийлбэр хийх товчлуурыг маягтанд нэмсэн Урвуулах. Энэ товчлуур нь псевдо-тоникоос үл хамааран зургийн аяыг эргүүлэх боломжийг олгодог.
- Халуун утсаар шатаах үед үзүүрийн чиглэлийг мөр мөрөөр нь зурах чадварыг нэмсэн. "Сул" компьютер дээрх ажлыг хурдасгахад шаардлагатай.
Хамгийн сүүлийн хувилбар 2.1.1
Өөрчлөлтүүд
Бага зэргийн алдааг зассан;
- GDI+ номын сан холбогдсон бөгөөд ямар ч растер форматаар зургийг нээх боломжийг олгодог.
Хамгийн сүүлийн хувилбар 2.0.8
Өөрчлөлтүүд
CNC машинтай ажиллах бүх хэлбэрийн зураг нээх сайжруулсан. Одоо өнгөний гүн нь хамаагүй. Өөрөөр хэлбэл, програм нь ямар ч гүний растер зургийг нээх боломжтой. Баталгаат өргөтгөлүүдийг дэмжсэн: BMP, JPG. Бусад форматыг нээх чадвар нь үйлдлийн системээс хамаарна.

Engraver Master бол лазер зүсэгч дээр шатаах хэв маягийг бэлтгэхэд зориулагдсан програм юм. Энэхүү үнэгүй програм хангамжийг ашигласнаар та мод болон бусад материалд цаашид хэрэглэхийн тулд зураг бэлтгэх бүх үе шатыг дуусгах боломжтой. EM нь хэрэглэхэд тун хялбар бөгөөд олон тооны функцуудыг санал болгодог боловч хэрэв та илүү ойлгомжтой шийдлийг хайж байгаа бол бид хөтөлбөрт анхаарлаа хандуулахыг зөвлөж байна.
Хэрэглээ
Тиймээс, төслийн ажлын эхэнд хэрэглэгчээс ажлын хэсгийн хэмжээг сонгохыг хүсэх болно. Дараа нь та зураг байршуулах хэрэгтэй (бүх алдартай график форматууд дэмжигддэг), түүний хэв маягийг сонгоод бага зэрэг гадаад өөрчлөлтүүдийг хийж, дараа нь ажлын хэсгийг байрлуулж, "шатаахаар" илгээнэ. Энэ тохиолдолд лазер таслагчийн стандарт параметрүүдийг ашиглана. Тэдгээрийг өөрчлөхийн тулд та тусгай хэсэгт хандаж болно.
Сийлбэрийн мастер нь зүсэлтийн хурд, гүнийг хянах, хар цэгүүдийг шатаах горимыг дэмжих, мөн тус тусад нь лазерын эрчим хүчний алхамын хэмжээг тодорхойлох боломжийг олгодог. Тохиромжтой байдлын хувьд сийлбэрч мастер бараг бүх сийлбэрийн загвартай ажилладаг. Та үйлдвэрлэгчийн албан ёсны вэбсайтаас драйверуудыг татаж аваад компьютер дээрээ өөрөө холбох хэрэгтэй.
Нэмэлт функцууд
Хөтөлбөрийн сонирхолтой шинж чанаруудын дунд "шатаах" үйл явцыг түр зогсоох, үргэлжлүүлэх, түүнчлэн ажлын талбарыг тохируулах тохиромжтой хэрэгслийг онцлон тэмдэглэх нь зүйтэй. Шаардлагатай бол энэ нь COM портоор холбогдсон хэд хэдэн төхөөрөмжтэй нэг дор ажиллах боломжийг олгоно.
Анхдагч байдлаар, сийлбэрч мастер нь нутагшуулах боломжийг олгодоггүй. Гэхдээ шаардлагатай бол үүнийг маш өндөр чанартайгаар хийсэн сонирхогчийн орос хэл дээр орчуулж болно.
Гол онцлог
- лазер таслагч дээр шатаах зураг, диаграммыг бэлтгэх;
- "шатаах" үндсэн параметрүүдийг хянах;
- ажлын талбайн тохиромжтой байрлал, тохируулга;
- хар газар дээр шатаах горимыг дэмжих;
- Орос хэл дээр сайхан интерфейс.