Quando acquista un incisore laser, un acquirente soddisfatto di solito padroneggia rapidamente la tecnologia per realizzare semplici immagini su varie superfici: legno, plastica, vetro, metallo. Dopo aver affrontato l'applicazione di disegni semplici, voglio passare alla stampa di fotografie a tutti gli effetti. In questo momento, il proprietario di un incisore laser si trova ad affrontare il problema della creazione dei mezzitoni. Le fotografie stampate sono in bianco e nero, senza una transizione di colore tenue.
Programmi per l'elaborazione delle immagini durante l'incisione dei mezzitoni
Endurance Laser Labs ha provato a risolvere questo problema utilizzando vari software di incisione laser. Oggi faremo un passo indietro dai programmi popolari come Benbox o RIBS e daremo uno sguardo più da vicino al poco conosciuto programma di incisione laser Acan.
Questo programma è gratuito, funziona senza installazione e ha tutte le opzioni necessarie per lavorare con un incisore laser. I pulsanti principali sono standard, eseguono funzioni standard e non necessitano di spiegazioni, poiché sono intuitivi per l'utente.
Oltre alla versione completa, esiste un programma leggero Acan-mini con opzioni troncate per la personalizzazione di testi e immagini. (Nota che nella versione mini non era possibile aggiungere una didascalia all'immagine).
Ciò che Acan ha che Acan-mini non ha:
- Ha più impostazioni durante l'immissione del testo.
- Possibilità di impostare il grado di inclinazione dell'immagine.
- Sovrapporre più immagini e/o testo l'uno sull'altro e combinarli in uno solo.
- Prima della masterizzazione, la versione Acan permette di delineare con un tratto il perimetro in cui verrà applicata l'immagine.
- Ha due modalità operative: incisione e taglio. La commutazione viene effettuata utilizzando il pulsante nella parte superiore del programma.
- Consente di caricare il codice G.
- Nella cartella del programma è presente un archivio con l'editor di grafica vettoriale gratuito Inkscape, che consente di creare codici G per il taglio laser.
Entrambi i programmi svolgono le loro funzioni, ma presentano una serie di difetti che compaiono durante l'uso regolare. Ad esempio, è difficile specificare la dimensione esatta delle immagini. Tuttavia, entrambe le versioni possono riprodurre i mezzitoni di grigio. Ti invitiamo a guardare un video in cui i dipendenti del laboratorio laser Endurance dimostrano il funzionamento della versione Acan-mini e stampano un'immagine con diversi mezzitoni:
Entrambe le versioni del programma Acan sono disponibili per il download sul sito del laboratorio laser Endurance al seguente link:
http://endurancerobots.com/download-center-lasers/
Elaborazione delle immagini per produrre mezzitoni di alta qualità
Per ottenere un'incisione di alta qualità con mezzitoni grigi ben definiti, prima di avviare l'incisore laser, è necessario salvare l'immagine in modalità Bitmap. Per questo abbiamo utilizzato l'editor grafico Adobe Photoshop CC.
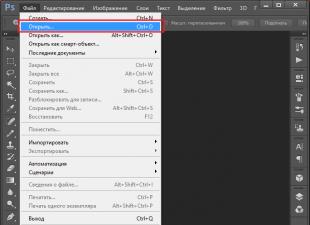
Per salvare un'immagine in modalità Bitmap nella versione inglese di Adobe Photoshop, attenersi alla seguente procedura:
1. Apri il tuo disegno in Adobe Photoshop.
2. Impostare il disegno in modalità scala di grigi (mezzitoni). Per fare ciò, vai al menu Immagine/Modalità/Scala di grigi. L'immagine diventerà grigia.
Passaggio 1. Crea un'immagine vettoriale da un'immagine semplice/raster
Tieni presente che vettorizzare un'immagine raster non produce una copia esatta, ma un insieme di curve con cui devi lavorare ulteriormente.
Viene utilizzato il programma InkScape (https://inkscape.org/ru/download/).
Con InkScape puoi trasformare un'immagine raster in un'immagine vettoriale, ovvero trasformarla in un contorno.
Per trasformare un'immagine raster in contorni vettoriali, scarica o importare immagine raster.
Evidenziare nel campo del programma la tua immagine raster, che convertirai in contorni, e nel menu principale seleziona il comando “Contorni” - “Vettorizza” raster...", oppure utilizzare la combinazione di tasti Maiusc+Alt+B.
2. Anteprima del risultato dell'applicazione del filtro Riduzione luminosità.
Secondo filtro - "Rilevamento dei bordi". Questo filtro produce un'immagine meno simile all'originale rispetto al risultato del primo filtro, ma fornisce informazioni sulle curve che altri filtri ignorerebbero. Il valore di soglia qui (da 0,0 a 1,0) regola la soglia di luminosità tra i pixel adiacenti, a seconda di quali pixel adiacenti diventeranno o meno parte del bordo di contrasto e, di conseguenza, cadranno nel contorno. Infatti questo parametro determina la severità (spessore) del bordo.
1. Primo:
1.1. Seleziona l'oggetto che incideremo. Seleziona e trasforma lo strumento, nella finestra degli strumenti (il primo strumento in alto sotto forma di freccia nera) oppure premi il tasto S o F1. L'oggetto inkscape selezionato avrà un bordo nero o punteggiato attorno ad esso. 1.2. Posizionare l'oggetto nel punto delle coordinate desiderato (X;Y) secondo il metodo di fissaggio del nostro materiale alla fase della stampante 3D. Appena spostare l'immagine mouse o tasti freccia oppure utilizzare impostazione precisa delle coordinate(sulla riga di comando in alto) utilizzando i campi "X" e "Y":
2. Utilizza il primo plugin InkScape: .
2.1. Per questa funzionalità, dobbiamo avere i file di questo plugin (“laser.inx”, “laser.py”) in una cartella all'interno del percorso del programma, vale a dire “C:Program FilesInkscapeshareextensions”. Per tua comodità, abbiamo allegato questi file scaricabili alle istruzioni.
2.3. Indichiamo nella finestra di dialogo i parametri necessari per la generazione del codice.
2.3.1. I comandi di accensione e spegnimento del laser utilizzati per la nostra stampante (ad esempio, per la stampante 3D Wanhao questi sono rispettivamente i comandi M106 e M107, e per l'incisore DIY, rispettivamente i comandi M03 e M05). 2.3.2. Velocità di movimento (quando il laser è spento).
2.3.3. Velocità di masterizzazione (quando il laser è acceso).
2.3.4. Ritardo prima del movimento (bruciatura) in millisecondi dopo l'accensione del laser nel punto iniziale di ciascun contorno.
2.3.5. Il numero di passaggi sul nostro disegno.
2.3.6. Profondità in millimetri per passaggio. Questo parametro viene preso in considerazione nel codice quando sono presenti più passaggi. Dopo ogni passaggio, viene aggiunto un comando che abbassa il laser di una determinata quantità (per mantenere la messa a fuoco).
2.3.7. Indichiamo la directory in cui salvare il file con il nostro codice, verrà ricordata dal programma e la prossima volta non sarà necessario inserirla nuovamente.
2.3.8. Fare clic su "Applica" per avviare il plug-in.
2.3.9. In alcuni casi, è possibile che si verifichi un errore software a causa del funzionamento del plug-in e vediamo una notifica a riguardo, quindi il codice non verrà generato. In questi casi, puoi modificare leggermente il vettore ed eseguire nuovamente il plugin. Oppure usa il seguente plugin.
2.3.10.1. All'inizio del codice, inserire la riga “G28 X Y” (Vai all'origine solo sugli assi X e Y). Questo è importante se hai spostato meccanicamente la testina della stampante per qualsiasi motivo. Il comando “G28” (Vai all'origine su tutti gli assi) riporterà tutti gli assi a zero.
3. Se il primo plugin non funziona in modo soddisfacente, utilizza il plugin: "GcodeTools".
In casi particolari, prima di richiamare la funzione “Percorso verso Gcode”, è necessario eseguire in sequenza le funzioni “Punti di orientamento...”, “Libreria strumenti...”, “Area...” (ita: “Area. ..”), per maggiori dettagli consultare le lezioni sulla pagina degli sviluppatori del plugin http://www.cnc-club.ru/gcodetools 3.1. Se questo è il nostro primo avvio, vai alla terza scheda: parametri... 3.1.1. Indichiamo la directory in cui salvare il file con il nostro codice, verrà ricordata dal programma e la prossima volta non sarà necessario inserirla nuovamente.
3.2. Torniamo alla prima scheda. Esegui "Applica".
3.3. Apriamo il codice risultante in Notepad++ (https://notepad-plus-plus.org/) e quindi eseguiamo diverse sostituzioni in tutto il codice:
3.3.1. Rimuovere l'intestazione fino alle parole "(Inizia a tagliare ID percorso:..."
3.3.2. All'inizio del codice, inserire la riga “G28 X Y” (Vai all'origine solo sugli assi X e Y). Questo è importante se hai spostato meccanicamente la testina della stampante per qualsiasi motivo. Il comando “G28” (Vai all'origine su tutti gli assi) riporterà tutti gli assi a zero.
3.3.3. Posiziona il cursore all'inizio del file. Premere la combinazione di tasti Ctrl + H. Verificare che nella finestra di dialogo "Sostituisci" nelle impostazioni "Modalità di ricerca" sia impostato su "Avanzate (
3.3.4. Sostituisci ovunque "(" con ";("
3.3.5. Sostituire ovunque “G00 Z5.000000” con “G4 P1
3.3.6. Sostituire ovunque “G01 Z-0.125000” con “G4 P1
3.3.7. Sostituisci "Z-0.125000" con "" ovunque (ovvero elimina "Z-0.125000" ovunque).
3.3.8. Sostituisci ovunque "F400" con "F1111" (ovvero seleziona la velocità corretta per la nostra incisione, ad esempio 1111 è una velocità abbastanza veloce) 3.3.9. Si noti che in questo codice G non specifichiamo la coordinata Z (altezza del laser), perché Impostiamolo immediatamente prima di avviare il laser.
3.4. Il codice modificato è simile al seguente:
4. Il nostro codice è quasi pronto per l'uso in una stampante 3D o in un incisore con un laser L-Cheapo installato.
Qualsiasi programma può presentare anomalie o errori. Ecco alcuni suggerimenti per superare i problemi:
3.1. Collegare "Strumento laser fotonico J Tech" a volte non inserisce uno spazio in nessuna riga del file Gcode prima della occorrenza di “F”, ad esempio: “G0 X167.747 Y97.2462F500.000000”. Per eliminare: Sostituire ovunque “F500” con “F500” (nell'ultima espressione viene inserito uno spazio all'inizio).
3.2. Collegare "GcodeTools" A volte produce un file vuoto come output. Quindi è necessario eseguire: menu "Circuito", Ulteriore "Oggetto contorno" e ripetere la generazione del Gcode.
4.1. Utilizzare il programma di visualizzazione Gcode: Basic CNC Viewer.
Passaggio 4: stampa e masterizzazione.
Dopo aver acceso la stampante, eseguire il rilevamento automatico dell'origine delle coordinate per tutti gli assi (vedere Passaggio 2, p. 1.2.2).
Prima di iniziare l'incisione è necessario impostare manualmente l'altezza del laser Z sulla stampante, se questo non è previsto dal nostro codice.
L'altezza Z ottimale corrisponde ad una posizione tale che il raggio laser sia a fuoco sulla superficie del campione.
C'è uno speciale pulsante rosso separato per accendere e spegnere il laser sul telaio superiore della stampante 3D Wanhao.
Indossare occhiali di sicurezza prima attivando questo pulsante!
Gli occhiali di sicurezza possono essere rimossi solo dopo spegni questo pulsante!
ASSICURARSI DI SEGUIRE LE PRECAUZIONI DI SICUREZZA quando si lavora con i laser. Utilizzare SOLO CON OCCHIALI DI SICUREZZA quando il laser è acceso.
Utile:
1. Il comando M18 (Disabilita tutti i motori passo-passo) libera la tabella dal blocco dei motori, utile ad esempio al termine dell'esecuzione dell'intero codice.
La maggior parte degli articoli sul sito descrivono il funzionamento del programma ArtCAM v8/v9. Se si utilizzano versioni successive del programma (v11/v12 o successive), per comodità di lavorare con il programma e gli articoli, è necessario configurare il layout dopo aver avviato ArtCAM, come mostrato nella figura:
La preparazione della lima è progettata per un laser blu con una potenza di 1..10 W con un diametro del raggio di 0,25 mm.
Nel programma ArtCam viene aperto un disegno tratteggiato in bianco e nero in formato .bmp preparato in un programma di grafica conveniente per te
File - Apri

Se necessario, scalare (ridimensionare) il modello.

Nel programma ArtCam, è necessario modificare la risoluzione del modello: aumentarla circa due volte. Modello ->Cambia risoluzione.

Utilizzare il dispositivo di scorrimento nell'area sinistra per impostare la nuova risoluzione (1). I nuovi parametri di risoluzione dovrebbero essere circa il doppio dei parametri di risoluzione attuali. Successivamente, fare clic sul pulsante Applica (2).

Chiama l'editor del modulo. Modello -> Editor modulo o semplicemente fare doppio clic con il pulsante sinistro del mouse sul quadrato nero nella parte inferiore dell'immagine (1). Nella finestra che appare, seleziona il pulsante FLAT (2). Successivamente, inserisci un valore di 1 mm per Altezza iniziale (3). Successivo: Sottrai (4), Applica (5), Chiudi (6).

Nell'area di visualizzazione 3D apparirà un rilievo.

Creiamo uno strumento LASER basato su una fresa. Per questo
Vai alla scheda UE (1),
Selezionare ARCHIVIO UTENSILI (2),
Aggiungi un nuovo strumento (3),
Inserire il nome dell'utensile, selezionare il tipo di utensile - FINE, unità di misura mm/sec (4),
Impostiamo il diametro a 0,001, la profondità di lavorazione è minima (5),
Passo - 0,001, velocità, mandrino - qualsiasi (6),
Salvare le modifiche (7), salvare la creazione di un nuovo strumento (8).

Restando nella scheda NC (1), selezionare LAVORAZIONE RILIEVO (2).

Regoliamo la traiettoria del movimento - SERPENTE IN X, angolo - 0, tolleranza - 0, precisione - 0,001 (1).
Quota di sicurezza in Z - 1, punto di ritorno in X e Y - 0, in Z - 1 (2).
Strumento Seleziona (3) laser 0,001 (4),Seleziona (5).

Indichiamo un passo di 0,25 mm (messa a fuoco laser) (1), profondità per passaggio di 1 mm (2)

Determinare il materiale (1), altezza del pezzo 1.0 (2), prestare attenzione all'offset (3), OK (4), dare un nome al pezzo (5), calcolare ora (6), chiudere (7).


Spostare l'UE nella sezione salvata (1),
Selezionare il codice G (mm) (2),
Salva (3),
Selezionare la cartella di archiviazione (4) e impostare il nome del file (5),
Salvare le modifiche (6) e chiudere la finestra (7).

Successivamente, è necessario aprire il programma nel Blocco note e sostituire (Modifica - Sostituisci) tutti i valori di Z 1.000 con Z 0.010. Se necessario, modificare il valore della velocità sull'F1000 richiesto. Questo viene fatto in modo che l'asse Z non perda tempo e la testa si muova a velocità costante senza fermarsi o ritardare l'accensione/spegnimento del laser.

Foto di un'immagine ottenuta bruciando su una fresatrice da tavolo con un laser installato.

ATTENZIONE! Quando si lavora con un laser, seguire le precauzioni di sicurezza. Usa SEMPRE gli occhiali!
Masterizzazione di una fotografia su una macchina per incisione e fresatura Modelist3040

Video della masterizzazione su una fresatrice da tavolo Modelist3040
Video del taglio laser della carta su una macchina Modelit3040
Per scaricare correttamente il software per una macchina CNC basata su Arduino, fare clic con il tasto destro del mouse sul collegamento corrispondente e selezionare la voce dal menu a tendina Salva oggetto con nome.
Se viene visualizzato un errore all'avvio dell'applicazione, eseguire Install.bat per installare i componenti mancanti;
- Potrebbe essere necessario configurare un antivirus o un firewall affinché il sistema verifichi il corretto funzionamento degli aggiornamenti;
- Se gli errori si ripresentano, scrivimi via email: [e-mail protetta] ;
Ultima versione 2.1.6
I cambiamenti
Modificato il menu principale;
- Aggiunto un modulo per lavorare con la testa d'impatto
Ultima versione 2.1.5
I cambiamenti
La forma del taglio laser secondo il disegno è stata migliorata;
- Traslazione ottimizzata delle forme durante il taglio laser secondo un disegno
Ultima versione 2.1.4
I cambiamenti
Sono state modificate le forme di incisione di dipinti con il laser e di incisione di dipinti con un bruciatore. Ora non è più necessario pre-preparare le immagini per dimensioni specifiche. Si prega di notare che affinché la pittura/fotoincisione funzioni correttamente, è necessario specificare correttamente il diametro del punto/punta laser.
- Nel modulo è stato aggiunto un pulsante per l'incisione laser dei dipinti Invertire. Il pulsante consente di invertire i toni dell'immagine indipendentemente dalla pseudo-tonalità.
- Quando si brucia con un filo caldo, è stata aggiunta la possibilità di disegnare linea per linea la traiettoria della punta. Necessario per accelerare il lavoro sui computer “deboli”.
Ultima versione 2.1.1
I cambiamenti
Bug minori risolti;
- La libreria GDI+ è connessa e offre la possibilità di aprire immagini in qualsiasi formato raster.
Ultima versione 2.0.8
I cambiamenti
Apertura migliorata delle immagini su tutte le forme di lavorazione con macchina CNC. Ora la profondità del colore non ha importanza. Cioè, il programma può aprire un'immagine raster di qualsiasi profondità. Estensioni garantite supportate: BMP, JPG. La possibilità di aprire altri formati dipende dal sistema operativo.

Engraver Master è un programma progettato per preparare modelli di masterizzazione su un laser cutter. Utilizzando questo software gratuito, puoi completare tutte le fasi della preparazione di un'immagine per un'ulteriore applicazione su legno o altro materiale. EM è abbastanza facile da usare e offre un buon set di funzioni, ma se cerchi una soluzione ancora più intuitiva ti consigliamo di prestare attenzione al programma.
Utilizzo
Pertanto, all'inizio del lavoro sul progetto, all'utente verrà chiesto di selezionare la dimensione del pezzo. Successivamente, dovrai caricare un disegno (sono supportati tutti i formati grafici più diffusi), selezionarne lo stile e apportare piccole modifiche esterne, quindi posizionare il pezzo e inviarlo per la "masterizzazione". In questo caso verranno utilizzati i parametri standard del laser cutter. Per modificarli è possibile fare riferimento alla sezione apposita.
Engraver Master consente di controllare la velocità e la profondità del taglio, supporta la modalità di masterizzazione per i punti neri e consente anche di specificare la dimensione del passo della potenza del laser nelle singole aree. Per quanto riguarda la compatibilità, Engraver Master funziona con quasi tutti i modelli di incisore. Devi solo scaricare i driver per collegarli tu stesso al tuo computer dal sito ufficiale del produttore.
Funzioni aggiuntive
Tra le caratteristiche interessanti del programma vale la pena evidenziare la pausa e la continuazione della "masterizzazione", nonché comodi strumenti per allestire l'area di lavoro. Se necessario, consente di lavorare con più dispositivi collegati tramite una porta COM contemporaneamente.
Per impostazione predefinita, Engraver Master non fornisce la localizzazione. Ma se necessario, può essere tradotto in russo utilizzando un Russifier amatoriale, che, tra l'altro, è di altissima qualità.
Caratteristiche principali
- preparazione di immagini e diagrammi per la masterizzazione su un laser cutter;
- controllo dei parametri fondamentali della “combustione”;
- comodo posizionamento e regolazione dell'area di lavoro;
- supporto per la modalità di masterizzazione sulle aree nere;
- bella interfaccia in russo.