А. ВОВК, г. Ангарск Иркутской обл.
Предлагаемый способ формирования маски, защищающей будущие проводники на заготовке печатной платы при ее травлении, может найти широкое применение у радиолюбителей и специалистов, занимающихся проектированием и изготовлением опытных образцов приборов и аппаратуры, ремонтом вышедших из строя узлов. Он дешев, удобен, легко воспроизводим, не требует применения вредных, агрессивных или дефицитных реактивов, дорогостоящего оборудования и оснастки.
В подавляющем большинстве случаев печатные платы изготовляют методом травления незащищенных маской участков фольги на заготовке платы. Для формирования защитной маски используют фоторезист, краски и лаки, специальные чернила, принтерный тонер и другие вещества и смеси, стойкие к травящему раствору.
Определяющим фактором в процессе подготовления заготовки платы к травлению является выбор способа нанесения на нее защитной маски. В последнее время популярными стали лазерно-утюж-ный и фоторезистивный способы, но для получения маски приемлемого качества они требуют довольно длительной отработки процесса.
Предлагаемый мною способ нанесения защитной маски отличается тем, что принтер печатает ее непосредственно на специально подготовленную поверхность фольги заготовки платы. При этом не нужны вспомогательные и промежуточные носители изображения маски и операции, связанные с ними. Для печати использован струйный принтер с обычными водорастворимыми чернилами на основе красителя или пигмента.
Так как медная фольга плохо смачивается чернилами, необходимо на ее поверхность нанести тонкий слой раствора пищевого желатина, который предотвращает растекание чернил на фольге, сбивания их в капли и обеспечивает равномерное распределение по поверхности без разрывов, которые в дальнейшем могут привести к браку.
Идея печати на заготовку платы в лотке для компакт-дисков на принтере, имеющем такую функцию, возникла давно. Так как чаще приходится иметь дело с маломерными платами, их в лотке можно разместить от двух до шести, даже если оставить нетронутым центральное отверстие для фиксации диска Необходимо было только подобрать подходящий недорогой принтер и убедиться, что его программа позволяет переносить рисунок проводников печатной платы без искажений.
Выбор пал на три струйных принтера, имеющих одинаковую стоимость и технические возможности, - CANON PIXMA iP 4500, EPSON Stylus Photo R270 и HP Photosmart D5463. Программы печати на диск у последних двух из них оказались слишком примитивными - неудобный интерфейс и минимум функций.
Наиболее серьезной оказалась программа CD-Label Print из комплекта
CANON PIXMA iP 4500 - нормальная панель управления, возможность масштабирования. Предусмотрена линейка, что очень важно при работе с платами. Из программы Autodesk Actrix 2000 рисунок (через функцию в меню "специальная вставка") можно было переносить без преобразования, а вот из программы Sprint Layout 5.0 этого сделать не удалось.
Смущало только центральное отверстие для фиксации диска в лотке, оно отнимало слишком много места и не позволяло обрабатывать печатные платы большего размера.
Решено было попробовать печатать не в программе CD-Label Print, а использовать основной драйвер печати, и все прекрасно получилось. Теперь максимальные размеры платы без переделки выдвижного лотка увеличились до 85x85 мм, с переделкой - 120x120 мм. Почему выбрана программа Autodesk Actrix 2000? Во-первых, она очень универсальна, позволяет рисовать принципиальные схемы, чертежи, печатные платы. Во-вторых, имеет большую информационную базу электрических и электронных компонентов. Но самое главное, их легко создать, элементы выглядят натурально, свободно переносятся на рабочее поле. Предусмотрены автоматическая привязка к сетке, концам линий, центрам отверстий, удобное масштабирование при рисовании и при печати, выбор толщины линий, цвета, шрифта, фона и т. д.
Сначала в программе Autodesk Actrix 2000 проектируют чертеж будущей печатной платы (рассмотрим односторонний вариант). Сохраняют его в своем рабочем каталоге на случай нечаянного изменения или удаления.
Далее в меню (File-Page Setup...) устанавливают размеры страницы (131x242,5 мм), они полностью повторяют размеры выдвижного лотка для печати на CD-дисках - создают шаблон маски (рис. 1). Окружность рисуют в том месте, где она фактически размещается (проверяют линейкой). Сохраняют шаблон в виде объекта под именем, чтобы его можно было открыть.
Если плата небольшая, заготовку (ее толщина - не более 1 мм) приклеивают с помощью отрезка двусторонней липкой ленты на свободное место. Она не должна выступать над поверхностью дна лотка. Затем печатают контур платы (прямо на пластмассу). На это место устанавливают следующую заготовку. Ее размеры лучше выбирать с небольшим припуском, а потом довести до нужных напильником или наждачной бумагой.
Если же плата большая, придется срезать выступ для крепления диска в центре лотка.
При размерах платы 120x120 мм придется доработать лоток - удалить (срезать) пластик на глубину 1,5 мм в
| № п/п | Операция | Оборудование, материалы, режим |
| 1 | Нанесение специального покрытия на фольгированный диэлектрик и сушка покрытия | 60...80 % раствор пищевого желатина Вручную кистью (нейлон) или вращающимся валиком (нейлон). 5 мин при комнатной температуре или термофеном 0,5... 1 мин при 60...70 °С |
| 2 | Печать защитной маски, размокание специального покрытия под слоем чернил | Струйный принтер для печати на CD |
| 3 | Нанесение полимера и егодиффундирование в жидкуюструктуру чернил и специальноепокрытие | Стиролакриловый полимер(тонер). Вручную кистью (ворс белки) или вращающимся |
| 4 | Удаление излишков полимера | Вручную кистью (ворс белки)или вращающимся валиком(ворс белки) |
| 5 | Испарение жидких компонентов чернил, запекание пасты | 0,5... 1 мин при температуре 180...200°С |
| 6 | Промывка платы водой,удаление излишков полимера испециального покрытия | Вода Вручную кистью (ворс белки) или вращающимся валиком (ворс белки) |
| 7 | Травление платы по сформированной защитной маске | Раствор хлорного железа, 60...70°С |
| 8 | Удаление защитной маски | Растворитель 646. 647, тампон из ваты или мягкой ткани |
четырех углах, показанных на рис. 1 голубым цветом. Проще всего это сделать на фрезерном станке, но возможно и вручную, поскольку пластик довольно мягок. Можно воспользоваться простым резаком, таким же, как для резки органического стекла, но с более широкой - 3...4 мм - режущей кромкой, или электродрелью с набором крупнозернистых абразивных насадок. Внутренний блестящий квадрат в углублении предназначен для распознавания наличия диска, поэтому при печати платы он ею должен быть закрыт, иначе принтер лоток выдвинет.
Двусторонние платы изготавливают в два прохода. Сначала печатают один слой и запекают (подробнее об этом см. ниже), затем другой и тоже запекают. Для более точного совмещения сторон следует предусмотреть фиксаторы.
В таблице и на рис. 2 представлены основные операции формирования защитной маски струйно-диффу-зионным способом для односторонних печатных плат Легко видеть, что струйно-диффузионный способ формирования защитной маски не требует предварительной прессовки и прогревания; допускает использование фольгированных материалов с явно выраженной структурой диэлектрика (крупная сетка стеклоткани, значительная толщина волокон и т. д.) и мелкими дефектами, микроцарапинами на фольге; не вносит растровых, дифракционных, геометрических искажений (в отличие от применения фотошаблона). При изготовлении двусторонних печатных плат позиционирование слоев легко обеспечить по установленным реперным точкам непосредственно в компьютерной программе, в которой произведена разводка проводников, без механического совмещения и использования микроскопов и специального оборудования. Временные затраты на подготовку платы к травлению минимальны.
Чернила маски, в отличие от печати на бумаге, удерживаются на поверхности заготовки благодаря специальному покрытию. Изображение остается сырым довольно долгое время (несколько часов), поэтому руками трогать поверхность нельзя, брать заготовку необходимо только за боковые грани. В качестве закрепителя используется мелкодисперсионный стиролакриловый полимер (тонер) Он имеет способность интенсивно диффундировать в чернила, пока происходит обволакивание его частиц. Иначе говоря, чернила выполняют роль диспер-гатора, а полимер - дисперсной фазы. Чернила не растекаются за счет поверхностного натяжения и высокой вязкости в местах контакта с покрытием.
Оно размокает под слоем чернил, в него также диффундирует полимер.
Тонер касательными движениями (беличьей кистью) во всех направлениях наносят на сырую, только что напечатанную маску. Перед этим желательно, не касаясь ее, слегка припудрить тонером и аккуратно стряхнуть излишки.
В результате на заготовке образуется пастообразный коллоидный раствор (суспензия), в необходимой мере стойкий к разрушению, полностью повторяющий напечатанный рисунок. На пробельные участки чернила никакого существенного влияния не оказывают, так как полимер сразу же фиксирует кромку всех будущих проводников и предохраняет их от растекания, придавая изображению четко очерченный вид.
Излишки полимера тщательно удаляют, например, беличьей кистью или вращающимся валиком (дополнительно можно воспользоваться вакуумным отсосом). Небольшие участки можно соскрести деревянной зубочисткой под увеличительным стеклом. Плохо убранные остатки могут запечься и не смыться водой.
Затем термофеном (или над пламенем газовой горелки, соблюдая осторожность) выполняют запекание при температуре примерно 180...200°С, входящие в состав чернил жидкие компоненты при этом испаряются. Из-за низкой концентрации полимера на пробельных местах его запекания не происходит. Запекать необходимо I до появления характерного запаха плавленой пластмассы. Покрытие должно быть плотным и приобрести небольшой блеск, иначе все смоется на этапе промывки.

Промывка водой должна удалить I излишки полимера, не попавшего в чернила. Одновременно смывается и желатиновое покрытие с пробельных мест. Защитная маска представляет
I собой запекшуюся массу, стойкую к травящему раствору и имеющую высокую адгезию к поверхности заго-] товки. Для увеличения толщины слоя маски допускается повторное нанесение чернил уже на сформированный и запеченный рисунок (желатин больше не наносят). Это может оказаться полезным при значительной площади заготовки для увеличения стойкости маски, но потребует очень точной повторной установки заготовки в лоток.
Процесс формирования защитной маски реализован на серийно выпускаемом струйном принтере общего назначения CANON PIXMA iP 4500.
Программное обеспечение: опе-I рационная система - Windows Vista Home Premium, разводка проводников печатной платы - Autodesk Actrix 2000, драйвер печати - CANON PIXMA iP 4500.
Режим печати: интенсивность цвета - вручную, интенсивность - +50, контрастность - +50, яркость - обычная, качество печати - высокое, тип носителя - компакт-диск рекомендуемый, источник бумаги - лоток для I диска, размеры страницы - лоток CD-R-F (131,0x242,5 мм).
Минимальная ширина проводников и зазоров - 200 мкм.
Печать производится на то место, куда перенесен рисунок будущей платы. Цвет следует выбирать любой, кроме черного, так как на черном фоне сложно контролировать степень нанесения черного полимера. Двусторонние печатные платы необходимо жестко фиксировать в лотке принтера, чтобы они точно попадали при переворачивании на то же место. Совмещение изображений проводников на первом и втором слоях осуществляется в самой программе Autodesk Actrix 2000 по установленным на координатной сетке реперным точкам. Точность совмещения определяет выбранное значение размера ячейки координатной сетки.
На изготовление высококачественной печатной платы размерами 85x85 мм уходит не более 10... 15 мин (плюс время подготовки рисунка будущих проводников и время травления).
Для описанного выше способа изготовления плат пригоден стиролакриловый полимер (тонер) с размером частиц 3...4 мкм, используемый в лазерных принтерах и ксерокопировальных аппаратах большинства зарубежных фирм - XEROX, HP, CANON, SAMSUNG и др. Следует отметить, что тонеры разных производителей имеют несколько отличающиеся значения температуры плавления.
Специальное покрытие представляет собой водный раствор пищевого желатина, причем не разбавляют уже набухший желатин, а берут именно не доведенный до полного набухания, т. е. используют наиболее активные перешедшие в раствор компоненты, входящие в состав желатина.
Лучше использовать пищевой желатин, продаваемый в виде кристаллов или гранул. На одну часть желатина потребуется пять частей кипяченой холодной воды (по объему).
Желатин набухает 5... 10 мин (зависит от его качества). Раствор периодически помешивают. Он должен приобрести такую вязкость, чтобы при нанесении на заготовку он не оставлял пробелов, но в то же время и не тянулся за кистью, а после нанесения еще немного растекался. Не перешедшие в раствор кристаллы желатина с кисти снимают о край посуды и удаляют.
Оставленный на длительное время раствор превращается в желе (желатин полностью набухает) и становится непригодным к использованию.
Покрытие должно быть равномерным (не иметь полос), а после высыхания приобрести слегка радужный оттенок. Сохнет оно быстро, но можно ускорить с помощью фена. Если при просмотре под лупой будут обнаружены какие-либо дефекты, покрытие лучше смыть и нанести новое. Смыть можно и уже напечатанный рисунок.
При травлении не следует передерживать платы в растворе и применять слишком интенсивные методы его перемешивания, чтобы исключить отслаивание защитной маски.
Следует отметить, что в программе Sprint Layout 5.0 нет жесткой привязки созданного проекта к размеру выбранной страницы, поэтому потребуется пробная печать.
Вас может заинтересовать:
В последнее время я искал способы упростить изготовление печатных плат. Приблизительно с год назад я наткнулся на одну интересную статью, где описывался процесс модификации струйного принтера Epson для печати на толстых материалах в т.ч. на медном текстолите. В статье описывалась доработка принтера Epson C84, однако у меня был принтер Epson C86, но т.к. механика принтеров Epson я думаю у всех схожая, то я решил попробовать сделать модернизацию своего принтера. В данной статье я постараюсь максимально подробно, шаг за шагом, описать процесс модернизации принтера для печати на омедненном текстолите.
Необходимые материалы:
— ну естественно понадобится сам принтер Epson семейства С80.
— лист алюминиевого, либо стального материала
— скобы, болты, гайки, шайбы
— небольшой кусок фанеры
— эпоксидка или суперклей
— чернила (об этом позже)
Инструменты:
— шлифмашинка (Dremel и т.п.) с отрезным кругом (можно попробовать маленькой обезьяной)
— различные отвертки, ключи, шестигранники
— дрель
— термофен
Шаг 1. Разбираем принтер
Первое, что я сделал — снял задний выходной лоток для бумаги. После этого надо снять передний лоток, боковые панели и затем основной корпус.
На фотографиях ниже приведен подробный процесс разборки принтера:



Шаг 2. Снимаем внутренние элементы принтера
После того, как у принтера снят корпус, необходимо поснимать некоторые внутренние элементы принтера. Сначала, необходимо снять датчик подачи бумаги. В дальнейшем он нам понадобится, поэтому при снятии не повредите его.

Затем, необходимо снять центральные прижимные ролики, т.к. они могут мешать при подаче печатной платы. В принципе боковые ролики тоже можно снять.

Ну и в конце, необходимо снять механизм очистки печатающей головки. Механизм держится на защелках и снимается очень просто, но при снятии, будьте очень осторожны, т.к. к нему подходят разные трубки.


Разборка принтера завершена. Теперь приступим к его «лифтингу».
Шаг 3. Снятие платформы печатающей головки

Начинаем процесс модернизации принтера. Работа требует аккуратности и применения защитных средств (глаза нужно беречь!).
Для начала необходимо открутить рейку, которая прикручена двумя болтами (см. фото выше). Открутили? Откладываем ее в сторону, она нам еще пригодится.

Теперь обратите внимание на 2 болта возле механизма очистки головки. Их также откручиваем. Однако, с левой стороны сделано немного по другому, там можно срезать крепления.
Чтобы снять всю платформу с головкой, сначала, все внимательно осмотрите и отметьте маркером те места, где надо будет резать метал. А потом аккуратно срежьте метал ручной шлифмашинкой (Dremel и т.п.)



Шаг 4. Очистка печатающей головки
Этот шаг является необязательным, но раз уж полностью разобрали принтер, то лучше сразу почистить печатающую головку. Тем более, что в этом нет ничего сложного. Для этой цели я использовал обычные ушные палочки и очиститель стекол.

Шаг 5. Установка платформы печатающей головки. Часть 1
После того, как все разобрано и очищенно настало время собирать принтер с учетом необходимого зазора для печати на текстолите. Или как говорят джиперы «лифтинг» (т.е. подъем). Величина лифтинга полностью зависит от того материала, на котором вы собираетесь печатать. В своей модификации принтера я планировал использовать стальной податчик материала с прикрепленным на нем текстолитом. Толщина платформы для подачи материала (сталь) была 1.5 мм, толщина фольгированного текстолита, из которого я обычно делал платы составляла также 1.5 мм. Однако, я решил, что головка не должна сильно давить материал, и поэтому величину зазора я выбрал около 9 мм. Тем более, что иногда я печатаю на двухстороннем текстолите, который немного толще одностороннего.

Для того, чтобы мне легче было контролировать уровень подьема, я решил использовать шайбы и гайки, толщину которых я замерил штанген-циркулем. Также, я прикупил несколько длинных болтов и гайки для них. Я начал с фронтальной системы подачи.
Шаг 6. Установка платформы печатающей головки. Часть 2

Перед установкой платформы для печатающей головки, необходимо изготовить небольшие перемычки. Я сделал их из уголков, которые распилил на 2 части (см. фото выше). Можно конечно их сделать самому.



После, я разметил отверстия для сверления в принтере. Нижние отверстия разметить и просверлить очень просто. Затем, сразу же прикрутил кронштейны на их место.

Следующим шагом необходимо разметить и просверлить верхние отверстия в платформе, это сделать несколько сложнее, т.к. все должно быть на одном уровне. Для этого, я подложил по паре гаек, в местах стыковки платформы с основой принтера. При помощи уровня, удостоверьтесь, что платформа стоит ровно. Отмечаем отверстия, сверлим и стягиваем болтами.


Шаг 7. «Лифтинг» механизма очистки печатающей головки
Когда принтер заканчивает печать, головка «паркуется» в механизм очистки головки, где происходит очистка дюз головки, для предотвращения их засыхания и засорения. Этот механизм также предстоит немного поднять.

Данный механизм я закрепил при помощи двух уголков (см. фото выше).
Шаг 8. Система подачи
На данной стадии рассмотрим процесс изготовления системы подачи и установку датчика подачи материала.

При разработке системы подачи первой проблемой была установка датчика подачи материала. Без данного датчика принтер не функционировал бы, но где и как его установить? Когда бумага проходит через принтер, то данный датчик сообщает контроллеру принтера, когда проходит начало бумаги и на основании этих данных принтер вычисляет точную позицию бумаги. Датчик подачи представляет из себя обычный фотосенсор с излучающим диодом. При прохождении бумаги (в нашем случае материала), луч в датчике прерывается.
Для сенсора и системы подачи я решал сделать платформу из фанеры.

Как видно на фото выше, я склеил между собой несколько слоев фанеры для того, чтобы сделать подачу на одном уровне с принтером. В дальнем углу платформы я закрепил датчик подачи, через который будет проходить материал. В фанере, я сделал небольшой вырез, чтобы вставить датчик.


Следующей задачей встала необходимость сделать направляющие. Для этого я использовал алюминиевые уголки, которые приклеил к фанере. Важно, чтобы все углы были четко 90 градусов и направляющие были строго параллельны друг другу. В качестве материала подачи я использовал алюминиевый лист, на который будет ложиться и фиксироваться омедненный текстолит для печати.


Лист подачи материала я изготовил из алюминиевого листа. Размер листа я старался сделать приблизительно равным формату А4. Немного почитав в интернете по работе датчика подачи бумаги и принтера в целом, я выяснил, что для корректной работы принтера необходимо в листе подачи материала сделать в углу небольшой вырез, чтобы датчик срабатывал немного позднее чем начинали крутиться ролики подачи. Длина выреза составила около 90мм.

После того, как все сделано, на листе подачи я закрепил обычный лист бумаги, на компьютере установил все драйвера и сделал пробную печать на обычном листе.
Шаг 9. Заполняем чернильный картридж

Последняя часть модификации принтера посвящена чернилам. Обычные чернила от Epson не стойкие к химическим процессам, протекающим при травлении печатной платы. Поэтому необходимо специальные чернила, называются они Mis Pro yellow ink . Однако, данные чернила могут не подойти к другим принтерам (не Epson), т.к. там могут использоваться другие типы печатающих головок (в Epson используется пьезоэлектрическая печатающая головка). В интернет-магазине inksupply.com есть доставка в Россию.

Помимо чернил, я купил новые картриджи, хотя конечно можно использовать и старые, если хорошо их помыть. Естественно, для заправки картриджей понадобится еще обычный шприц. Также, я купил специальный девайс для обнуления картриджей принтера (синий на фото).
Шаг 10. Тесты

Теперь переходим к тестам печати. В программе проектирования Eagle, я сделал несколько заготовок для печати, с дорожками различной толщины.


Качество печати вы можете оценить по фотографиям выше. А ниже представлено видео печати:
Шаг 11. Травление
Для травления плат, изготовленных данных способом, подходит только раствор хлорного железа. Другие методы травления (медный купорос, соляная кислота и т.п.) могут разъесть чернила Mis Pro yellow ink. При травлении хлорным железом, лучше нагревать печатную плату при помощи теплофена, это ускоряет процесс травления и т.о. меньше «сьедается» слой чернил.

Температура нагрева, пропорции и длительность травления подбираются опытным путем.


Вот периодически мне бывает нужно сделать печатные платы для моих поделок. ЛУТ для меня чрезвычайно капризный метод — то тонер переплавится и растечется, то качество бумаги не сгодится, то еще какой- нибудь геморрой — нервы нужны стальные-железные. Для фоторезиста реактивы специфические и ламинатор.
«А если для этого станочек специальный соорудить? Чтоб сразу краской печатать?», — подумалось мне. «Принтер переделай!», — резонно заметила лень. Поиск в интернете выявил, что люди успешно переделывают для печати на текстолите струйники, однако это довольно трудоемкий процесс (нужно допиливать и поднимать рамку с печатающей головкой и т. п.), к тому же, своим струйным принтером я дорожу, как мадам Грицацуева ситечком (МФУ, все-таки). А вот ненужный лазерный HP lj 6L у меня валялся без дела — в общем, довалялся. Полез смотреть характеристики и случайно наткнулся на
(кэш статьи , на всякий пожарный) по переделке именно этого принтера под текстолит. Но тема в статье так и не раскрылась до конца — в частности, там не рассказывается, как сделать так, чтобы тонер прилипал к фольге текстолита, чем потом этот тонер запекать и, главное, — нет видеодемонстрации работающего образца, поэтому я довел это дело до ума самостоятельно. Я
настоятельно
рекомендую ознакомиться с вышеупомянутой статьей, потому что повторять описанное там во всех деталях не буду — нечего плодить копипаст. Под катом много фотографий.
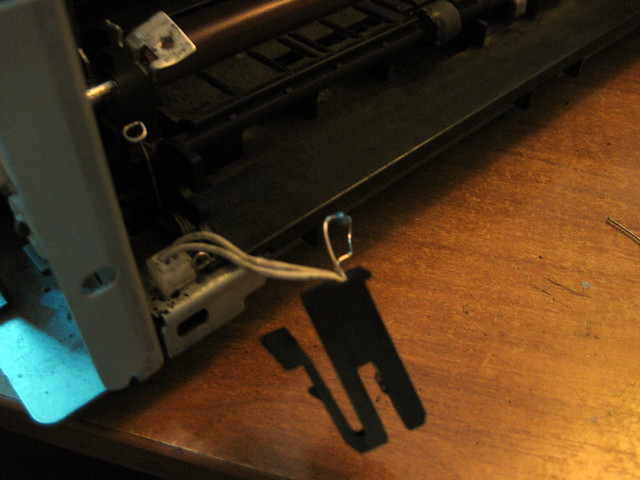
Итак, сама переделка заключается в мелочах — сделать пропил в задней стенке, убрать отбойную площадку и печку (чтобы напечатанный рисунок не смазывался). Термодатчик печки нужно заменить резистором с сопротивлением 8,2 кОм. Я рекомендую сделать это так (просто закоротить термодатчик резистором, чтобы не возиться с его закреплением):
С разъемом, подающим напряжение нагрева, ничего делать не надо. Отключить от него печку и все.
Далее нужно поработать с отбойной площадкой — это то, что находилось за роликом захвата бумаги — ее нужно спилить, оставив только бока. Прощу прощения, но фотографии с не отпиленной задней частью нет — забыл сфотографировать, а когда опомнился и пришел в себя, то все уже было отпилено. Сам не знаю, как так вышло. Кошмар.
Вот так все должно выглядеть:
Да, чуть не забыл: аккуратнее с датчиком прохождения бумаги (он, вернее, верхнее плечо его заслонки, находится вон в той щели слева от ролика захвата бумаги) — не спилите случайно его крепления, иначе принтер не сможет контролировать конец листа в подающем тракте.

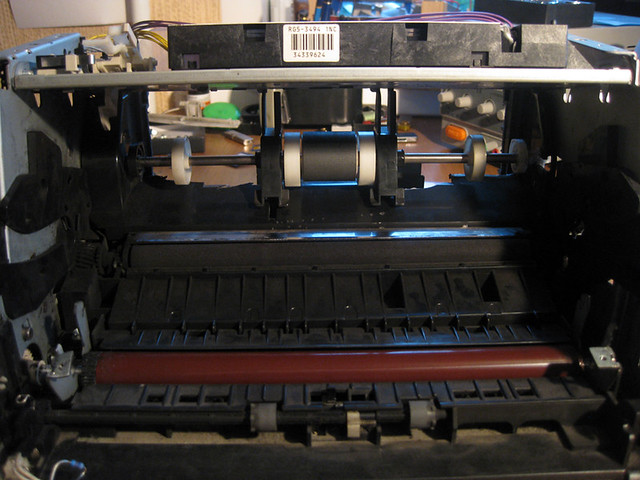
А вот у датчика наличия бумаги наоборот удалите заслонку, и принтеру будет казаться, что «бумага» есть всегда.

Вид сзади:

Это все, что я хотел прояснить по поводу переделки. А теперь не менее важные моменты — прилипание тонера к фольге и закрепление его с помощью нагревания.

Ну и, конечно, то, ради чего мы все тут собрались — видеодемонстрация работы девайса:
Вот и все. Мне этот «станочек» существенно облегчил жизнь. Не одну плату уже с его помощью удачно напечатал, тьфу-тьфу. Если кому-то это все пригодится — буду очень рад. Спасибо за внимание.
UPD:
Сайт по ссылке полег маленько. Потому вот
В последнее время я искал способы упростить изготовление печатных плат. Приблизительно с год назад я наткнулся на одну интересную страничку, где описывался процесс модификации струйного принтера Epson для печати на толстых материалах в т.ч. на медном текстолите. В статье описывалась доработка принтера Epson C84, однако у меня был принтер Epson C86, но т.к. механика принтеров Epson я думаю у всех схожая, то я решил попробовать сделать модернизацию своего принтера.
В данной статье я постараюсь максимально подробно, шаг за шагом, описать процесс модернизации принтера для печати на омедненном текстолите.
Необходимые материалы:
- ну естественно понадобится сам принтер Epson семейства С80.
- лист алюминиевого, либо стального материала
- скобы, болты, гайки, шайбы
- небольшой кусок фанеры
- эпоксидка или суперклей
- чернила (об этом позже)
Инструменты:
- шлифмашинка (Dremel и т.п.) с отрезным кругом (можно попробовать маленькой обезьяной)
- различные отвертки, ключи, шестигранники
- дрель
- термофен
Шаг 1. Разбираем принтер
Первое, что я сделал - снял задний выходной лоток для бумаги. После этого надо снять передний лоток, боковые панели и затем основной корпус.
На фотографиях ниже приведен подробный процесс разборки принтера:



Шаг 2. Снимаем внутренние элементы принтера
После того, как у принтера снят корпус, необходимо поснимать некоторые внутренние элементы принтера. Сначала, необходимо снять датчик подачи бумаги. В дальнейшем он нам понадобится, поэтому при снятии не повредите его.

Затем, необходимо снять центральные прижимные ролики, т.к. они могут мешать при подаче печатной платы. В принципе боковые ролики тоже можно снять.

Ну и в конце, необходимо снять механизм очистки печатающей головки. Механизм держится на защелках и снимается очень просто, но при снятии, будьте очень осторожны, т.к. к нему подходят разные трубки.


Шаг 3. Снятие платформы печатающей головки

Начинаем процесс модернизации принтера. Работа требует аккуратности и применения защитных средств (глаза нужно беречь!).
Для начала необходимо открутить рейку, которая прикручена двумя болтами (см. фото выше). Открутили? Откладываем ее в сторону, она нам еще пригодится.

Теперь обратите внимание на 2 болта возле механизма очистки головки. Их также откручиваем. Однако, с левой стороны сделано немного по другому, там можно срезать крепления.
Чтобы снять всю платформу с головкой, сначала, все внимательно осмотрите и отметьте маркером те места, где надо будет резать метал. А потом аккуратно срежьте метал ручной шлифмашинкой (Dremel и т.п.)



Шаг 4. Очистка печатающей головки
Этот шаг является необязательным, но раз уж полностью разобрали принтер, то лучше сразу почистить печатающую головку. Тем более, что в этом нет ничего сложного. Для этой цели я использовал обычные ушные палочки и очиститель стекол.

Шаг 5. Установка платформы печатающей головки. Часть 1
После того, как все разобрано и очищенно настало время собирать принтер с учетом необходимого зазора для печати на текстолите. Или как говорят джиперы "лифтинг" (т.е. подъем). Величина лифтинга полностью зависит от того материала, на котором вы собираетесь печатать. В своей модификации принтера я планировал использовать стальной податчик материала с прикрепленным на нем текстолитом. Толщина платформы для подачи материала (сталь) была 1.5 мм, толщина фольгированного текстолита, из которого я обычно делал платы составляла также 1.5 мм. Однако, я решил, что головка не должна сильно давить материал, и поэтому величину зазора я выбрал около 9 мм. Тем более, что иногда я печатаю на двухстороннем текстолите, который немного толще одностороннего.

Для того, чтобы мне легче было контролировать уровень подьема, я решил использовать шайбы и гайки, толщину которых я замерил штанген-циркулем. Также, я прикупил несколько длинных болтов и гайки для них. Я начал с фронтальной системы подачи.
Шаг 6. Установка платформы печатающей головки. Часть 2

Перед установкой платформы для печатающей головки, необходимо изготовить небольшие перемычки. Я сделал их из уголков, которые распилил на 2 части (см. фото выше). Можно конечно их сделать самому.



После, я разметил отверстия для сверления в принтере. Нижние отверстия разметить и просверлить очень просто. Затем, сразу же прикрутил кронштейны на их место.

Следующим шагом необходимо разметить и просверлить верхние отверстия в платформе, это сделать несколько сложнее, т.к. все должно быть на одном уровне. Для этого, я подложил по паре гаек, в местах стыковки платформы с основой принтера. При помощи уровня, удостоверьтесь, что платформа стоит ровно. Отмечаем отверстия, сверлим и стягиваем болтами.


Шаг 7. "Лифтинг" механизма очистки печатающей головки
Когда принтер заканчивает печать, головка "паркуется" в механизм очистки головки, где происходит очистка дюз головки, для предотвращения их засыхания и засорения. Этот механизм также предстоит немного поднять.

Данный механизм я закрепил при помощи двух уголков (см. фото выше).
Шаг 8. Система подачи
На данной стадии рассмотрим процесс изготовления системы подачи и установку датчика подачи материала.

При разработке системы подачи первой проблемой была установка датчика подачи материала. Без данного датчика принтер не функционировал бы, но где и как его установить? Когда бумага проходит через принтер, то данный датчик сообщает контроллеру принтера, когда проходит начало бумаги и на основании этих данных принтер вычисляет точную позицию бумаги. Датчик подачи представляет из себя обычный фотосенсор с излучающим диодом. При прохождении бумаги (в нашем случае материала), луч в датчике прерывается.
Для сенсора и системы подачи я решал сделать платформу из фанеры.

Как видно на фото выше, я склеил между собой несколько слоев фанеры для того, чтобы сделать подачу на одном уровне с принтером. В дальнем углу платформы я закрепил датчик подачи, через который будет проходить материал. В фанере, я сделал небольшой вырез, чтобы вставить датчик.


Следующей задачей встала необходимость сделать направляющие. Для этого я использовал алюминиевые уголки, которые приклеил к фанере. Важно, чтобы все углы были четко 90 градусов и направляющие были строго параллельны друг другу. В качестве материала подачи я использовал алюминиевый лист, на который будет ложиться и фиксироваться омедненный текстолит для печати.


Лист подачи материала я изготовил из алюминиевого листа. Размер листа я старался сделать приблизительно равным формату А4. Немного почитав в интернете по работе датчика подачи бумаги и принтера в целом, я выяснил, что для корректной работы принтера необходимо в листе подачи материала сделать в углу небольшой вырез, чтобы датчик срабатывал немного позднее чем начинали крутиться ролики подачи. Длина выреза составила около 90мм.

После того, как все сделано, на листе подачи я закрепил обычный лист бумаги, на компьютере установил все драйвера и сделал пробную печать на обычном листе.
Шаг 9. Заполняем чернильный картридж

Последняя часть модификации принтера посвящена чернилам. Обычные чернила от Epson не стойкие к химическим процессам, протекающим при травлении печатной платы. Поэтому необходимо специальные чернила, называются они Mis Pro yellow ink . Однако, данные чернила могут не подойти к другим принтерам (не Epson), т.к. там могут использоваться другие типы печатающих головок (в Epson используется пьезоэлектрическая печатающая головка). В интернет-магазине inksupply.com есть доставка в Россию.

Помимо чернил, я купил новые картриджи, хотя конечно можно использовать и старые, если хорошо их помыть. Естественно, для заправки картриджей понадобится еще обычный шприц. Также, я купил специальный девайс для обнуления картриджей принтера (синий на фото).
Шаг 10. Тесты

Теперь переходим к тестам печати. В программе проектирования Eagle, я сделал несколько заготовок для печати, с дорожками различной толщины.


Качество печати вы можете оценить по фотографиям выше. А ниже представлено видео печати:
Шаг 11. Травление
Для травления плат, изготовленных данных способом, подходит только раствор хлорного железа. Другие методы травления (медный купорос, соляная кислота и т.п.) могут разъесть чернила Mis Pro yellow ink. При травлении хлорным железом, лучше нагревать печатную плату при помощи теплофена, это ускоряет процесс травления и т.о. меньше "сьедается" слой чернил.

Температура нагрева, пропорции и длительность травления подбираются опытным путем.


Оригинал статьи на английском языке (перевод Колтыков А.В. для сайта cxem.net)